





‹
›
‹

›
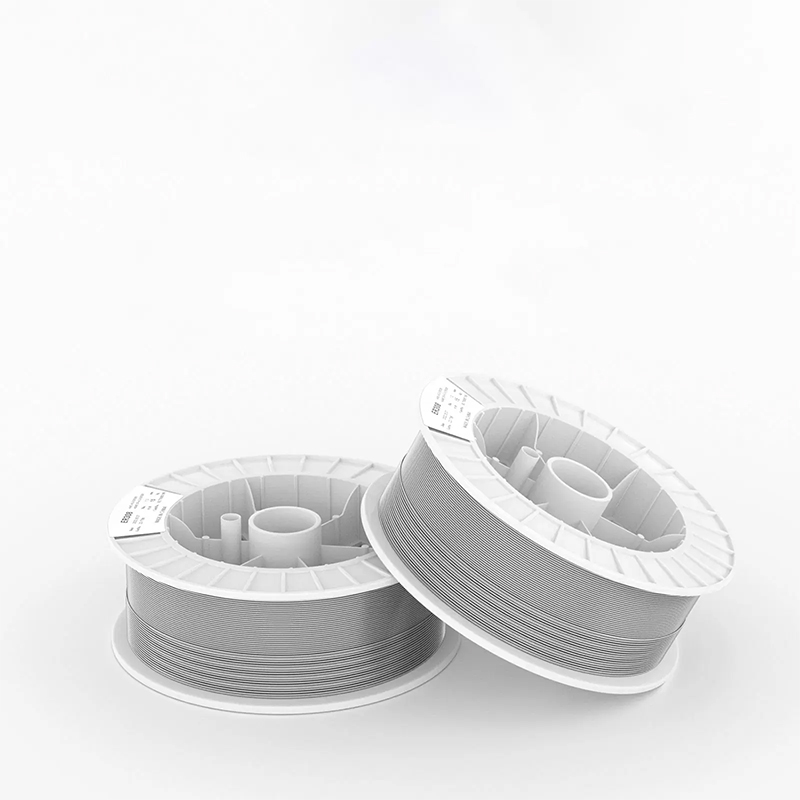
ОПИСАНИЕ ПРОДУКТА
Помимо 308 и 309, мы также предлагаем 304, 321, 347, 316L, 310, 2209 и 201. А также специальные спецификации, такие как 318L, 904L, 2594, NiCrMo-3, Ni1.
Химический состав сварочной проволоки (примерное значение)
Механические свойства наплавленного металла
Технология сварки
Примечание
1. Полярность источника питания: DC+
2. Для обеспечения характеристик сварочной проволоки перед сваркой следует удалить ржавчину, масло и воду с поверхности заготовки.
3, длина сухого вылета сварочной проволоки: 15-25мм; Расход газа составляет от 20 до 25л/мин.
4. При сварке, когда скорость ветра ≥1,5м/с или при сварке на высоте, следует применять ветрозащитные меры, и не следует использовать вентиляторы для прямого обдува места сварки.
5. Брызги и шлак в токоподводящем сопле и направляющем цилиндре следует удалять своевременно, особенно при сварке на высоких токах, токоподводящее сопло и направляющий цилиндр должны всегда оставаться чистыми.
6, после вскрытия упаковки сварочная проволока, непосредственно контактирующая с воздухом, должна избегать контакта с водой, краской, маслом и т.д., чтобы не повлиять на использование проволоки.
7, диаметр сварочной проволоки должен соответствовать спецификациям токоподводящего сопла, слишком большой диаметр может привести к плохой проводимости, повлиять на формирование шва и увеличить разбрызгивание.
8, слишком большая или слишком маленькая энергия сварочной линии может серьезно повлиять на общие характеристики шва, следует обратить особое внимание.
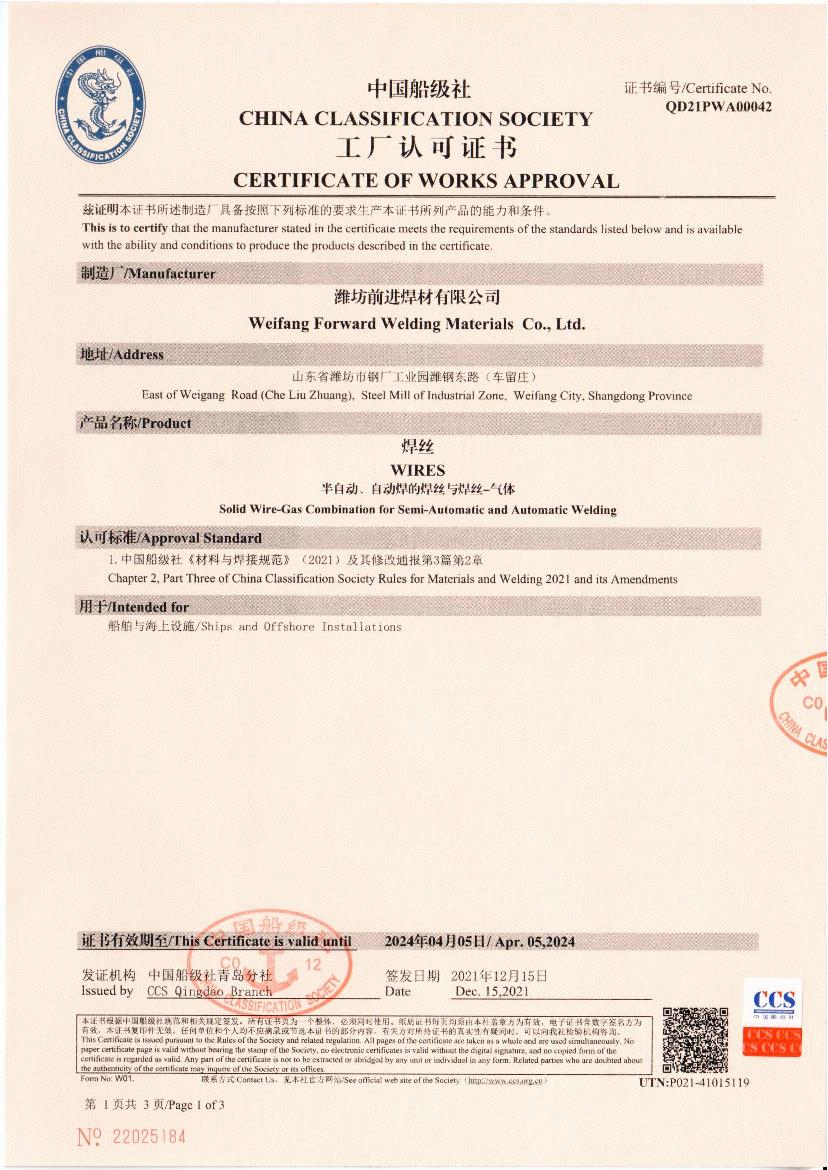
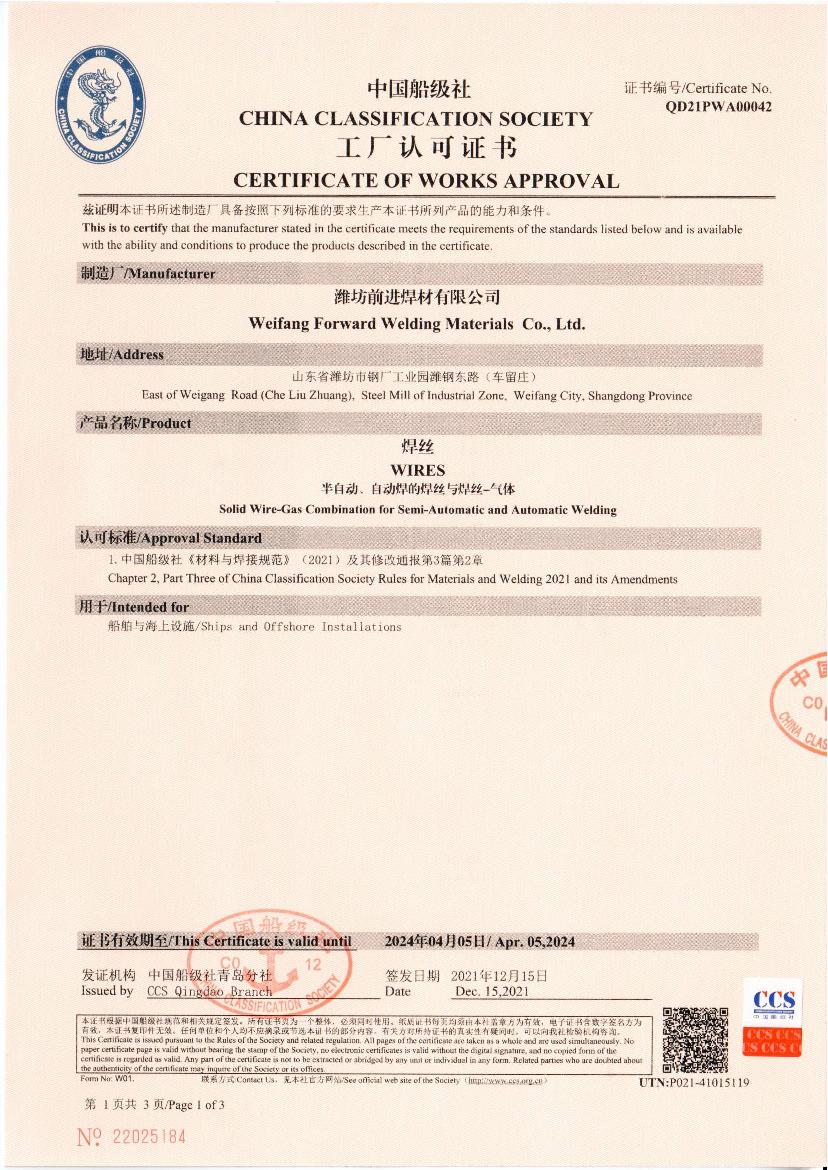
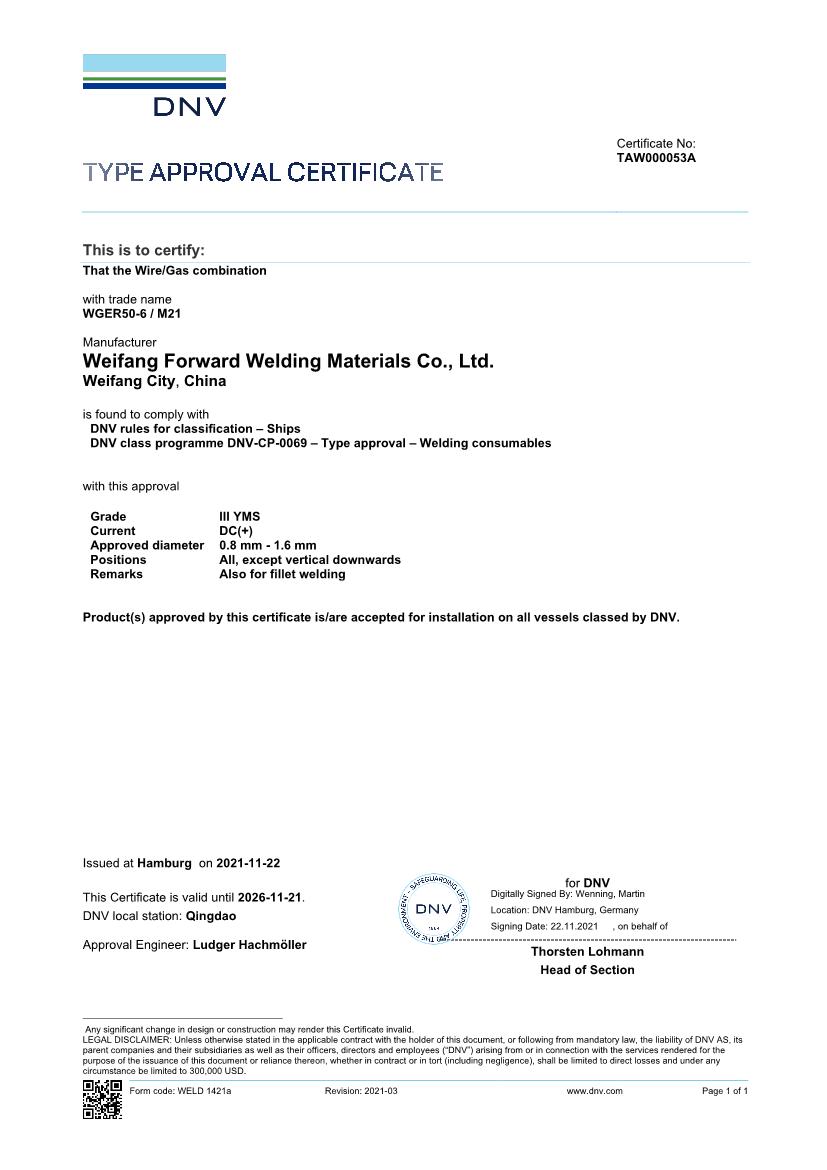
СЕРТИФИКАТ

ПРИМЕНЕНИЕ
![Судоходная промышленность]() Судоходная промышленность
Судоходная промышленность![Железнодорожная промышленность]() Железнодорожная промышленность
Железнодорожная промышленность![Промышленное оборудование]() Промышленное оборудование
Промышленное оборудование![высотные здания]() высотные здания
высотные здания![Мостостроительная отрасль]() Мостостроительная отрасль
Мостостроительная отрасль![приложение]() приложение
приложение






ЭКСКУРСИЯ ПО ФАБРИКЕ






ЗАПРОС
Чтобы узнать больше об этом продукте, вы можете отправить свои требования здесь
СВЯЗАННЫЕ ПРОДУКТЫ