




‹
›
‹


›
ОПИСАНИЕ ПРОДУКТА
Помимо марок 308 и 309, мы также предлагаем 304, 321, 347, 316L, 310, 2209 и 201. А также специальные марки, такие как 318L, 904L, 2594, NiCrMo-3, Ni1.
Химический состав сварочной проволоки (примерные значения)
Механические свойства наплавленного металла
Процесс сварки
Примечание
1. Полярность источника питания: DC+
2. Для обеспечения качества работы сварочной проволоки перед сваркой необходимо очистить поверхность заготовки от ржавчины, масла и воды.
3. Длина сухого вылета сварочной проволоки: 15-25 мм; Расход газа должен составлять от 20 до 25 л/мин.
4. При сварке, если скорость ветра ≥1,5 м/с или при сварке на высоте, необходимо использовать ветрозащитные меры, и не направлять вентилятор непосредственно на место сварки.
5. Брызги и шлак в токопроводящем сопле и направляющем цилиндре должны удаляться регулярно, особенно при сварке на высоких токах — сопло и цилиндр должны оставаться чистыми.
6. После вскрытия упаковки проволока, подвергающаяся воздействию воздуха, должна быть защищена от контакта с водой, краской, маслом и т. д., чтобы не ухудшить её свойства.
7. Диаметр сварочной проволоки должен соответствовать размерам токопроводящего сопла. Слишком большой диаметр ухудшает проводимость, влияет на формирование шва и увеличивает разбрызгивание.
8. Слишком высокая или низкая энергия сварочной линии может серьёзно повлиять на общие характеристики шва — это требует особого внимания.
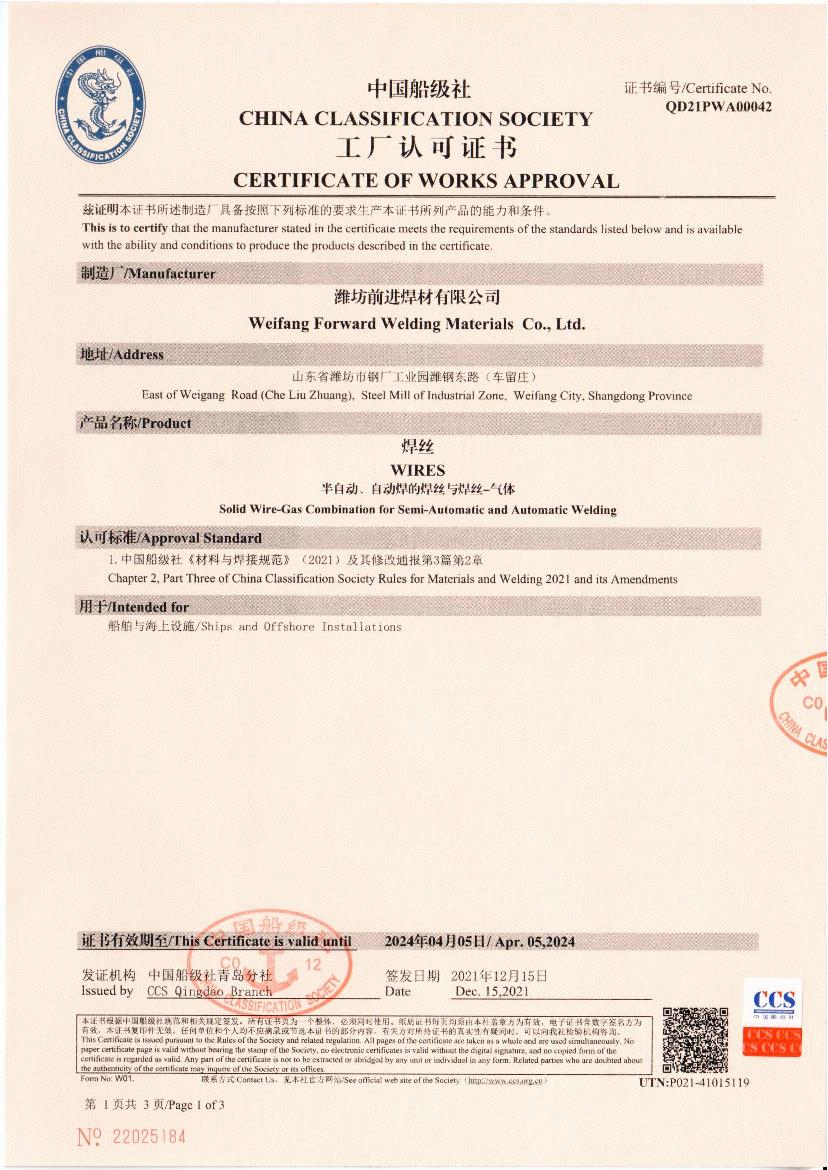
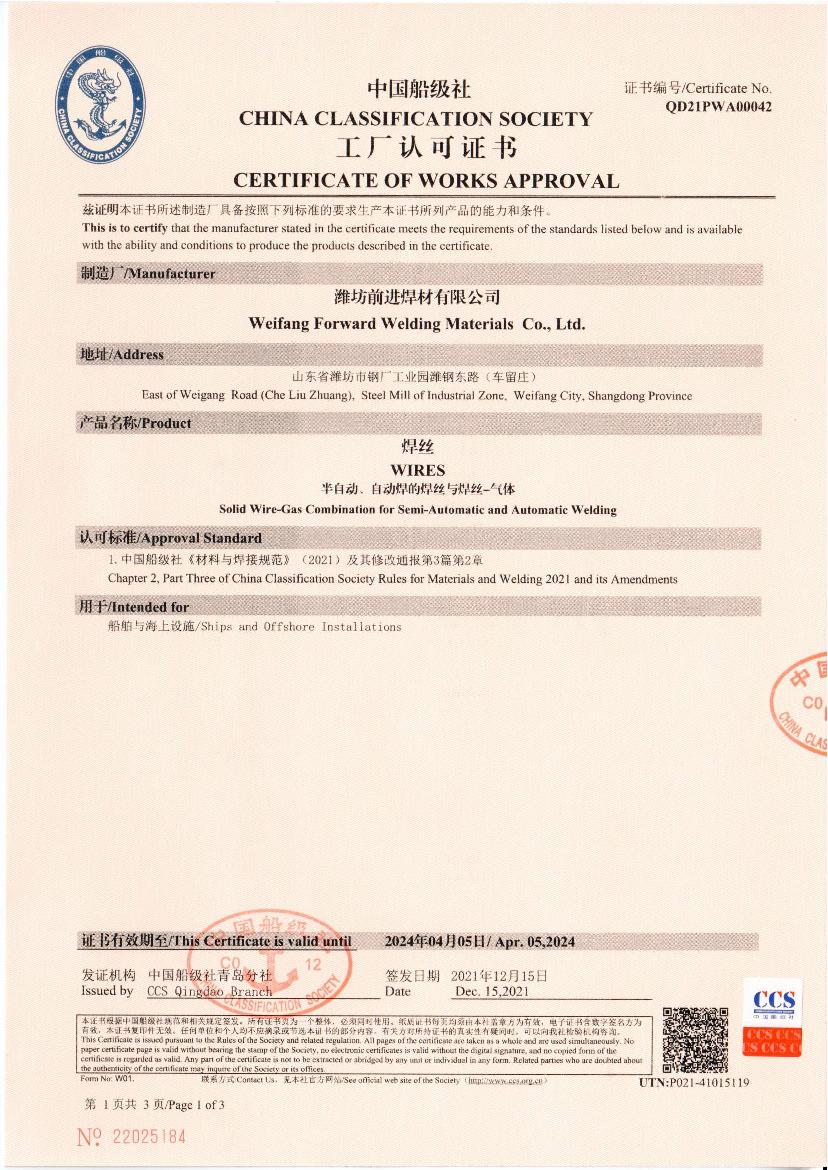
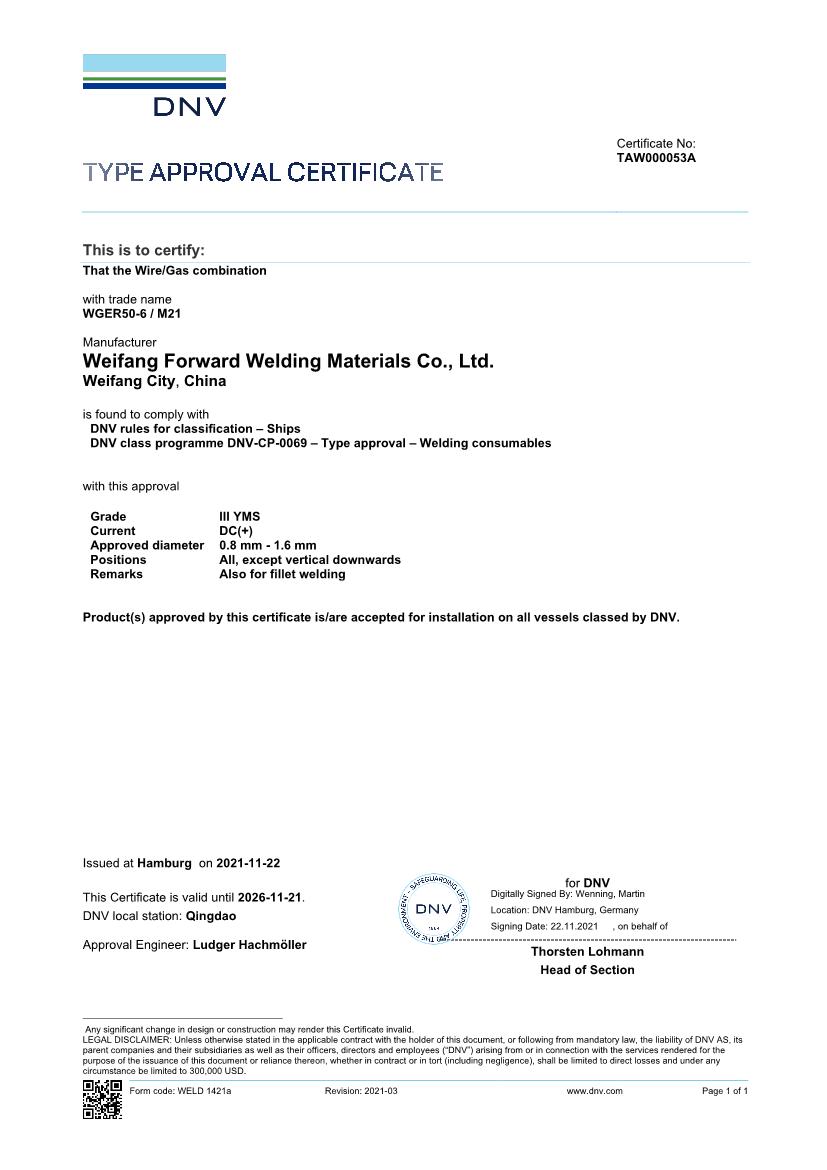
СЕРТИФИКАТ

ПРИМЕНЕНИЕ
![Судоходная промышленность]() Судоходная промышленность
Судоходная промышленность![Железнодорожная промышленность]() Железнодорожная промышленность
Железнодорожная промышленность![Промышленное оборудование]() Промышленное оборудование
Промышленное оборудование![высотные здания]() высотные здания
высотные здания![Мостостроительная отрасль]() Мостостроительная отрасль
Мостостроительная отрасль![приложение]() приложение
приложение






ЭКСКУРСИЯ ПО ФАБРИКЕ






ЗАПРОС
Чтобы узнать больше об этом продукте, вы можете отправить свои требования здесь
СВЯЗАННЫЕ ПРОДУКТЫ
