





‹
›
‹

›
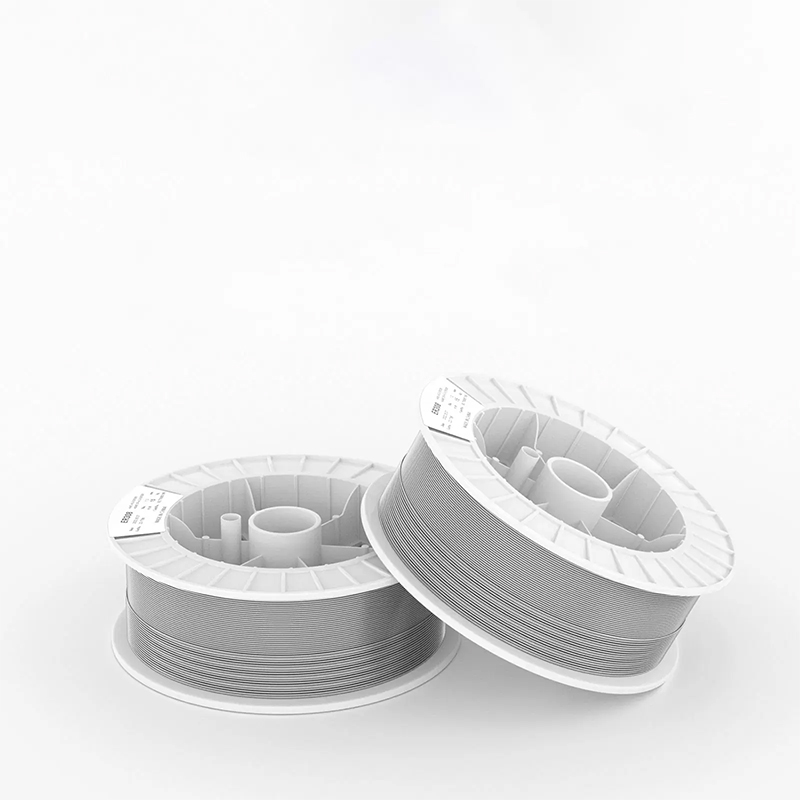
PRODUCT DESCRIPTION
Except for 308 and 309, we also offer 304, 321, 347, 316L, 310, 2209, and 201. As well as special specifications such as 318L, 904L, 2594, NiCrMo-3, Ni1.
Chemical composition of welding wire (example value)
Mechanical properties of deposited metal
Welding process
Note
1. Power supply polarity: DC+
2. In order to ensure the performance of the welding wire, the rust, oil and water on the surface of the workpiece should be cleaned up before welding.
3, dry stretch length of welding wire: 15-25mm;The gas flow rate is between 20 and 25L/min.
4. When welding, when the wind speed is ≥1.5m/s or high level welding, windproof measures should be adopted, and fans should not be used to blow the welding place directly.
5. The splash welding slag in the conductive nozzle and guide cylinder should be removed at any time, especially when welding with high current, the conductive nozzle and guide cylinder should be kept clean at any time.
6, after opening the package, the welding wire directly exposed to the air should avoid contact with water, paint, oil, etc., so as not to affect the use of the welding wire.
7, the diameter of the welding wire should be consistent with the specifications of the conductive nozzle, too large to cause poor conduction, affect the formation of the weld, and will make the splash increase.
8, too large or too small welding line energy will seriously affect the overall performance of the weld, should pay special attention to.
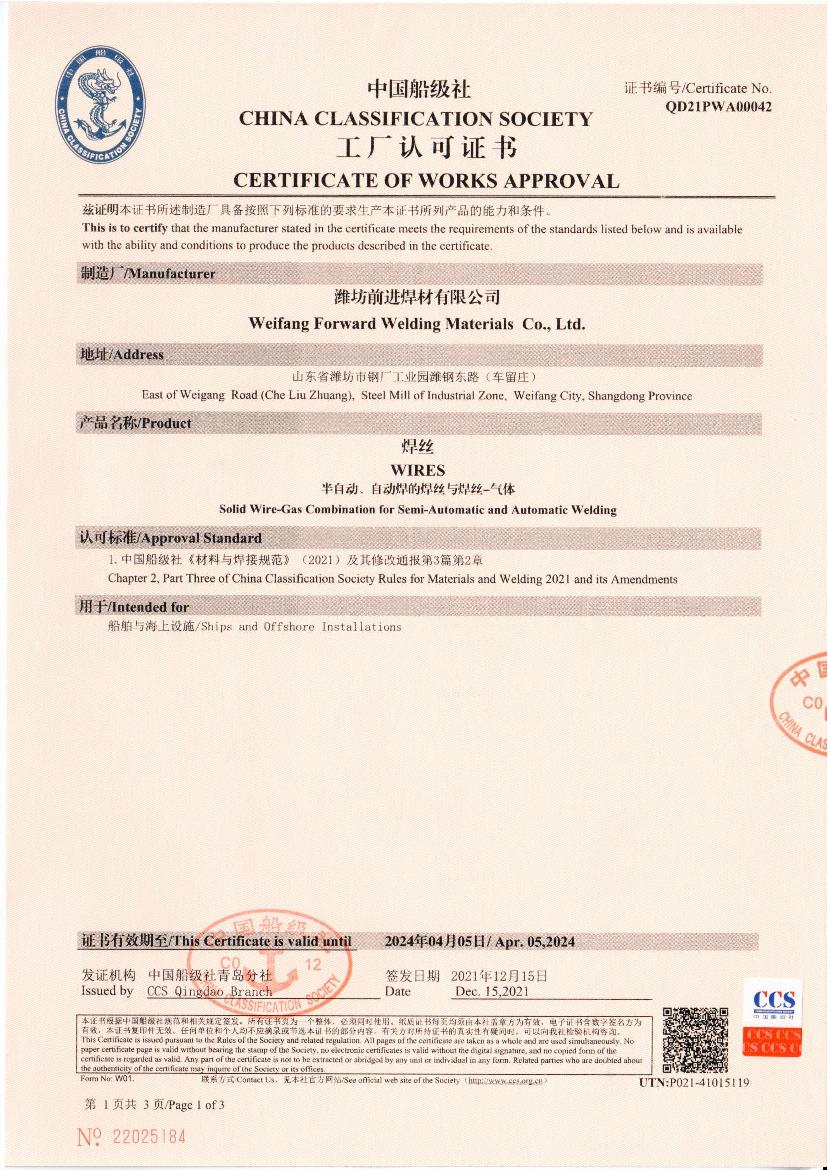
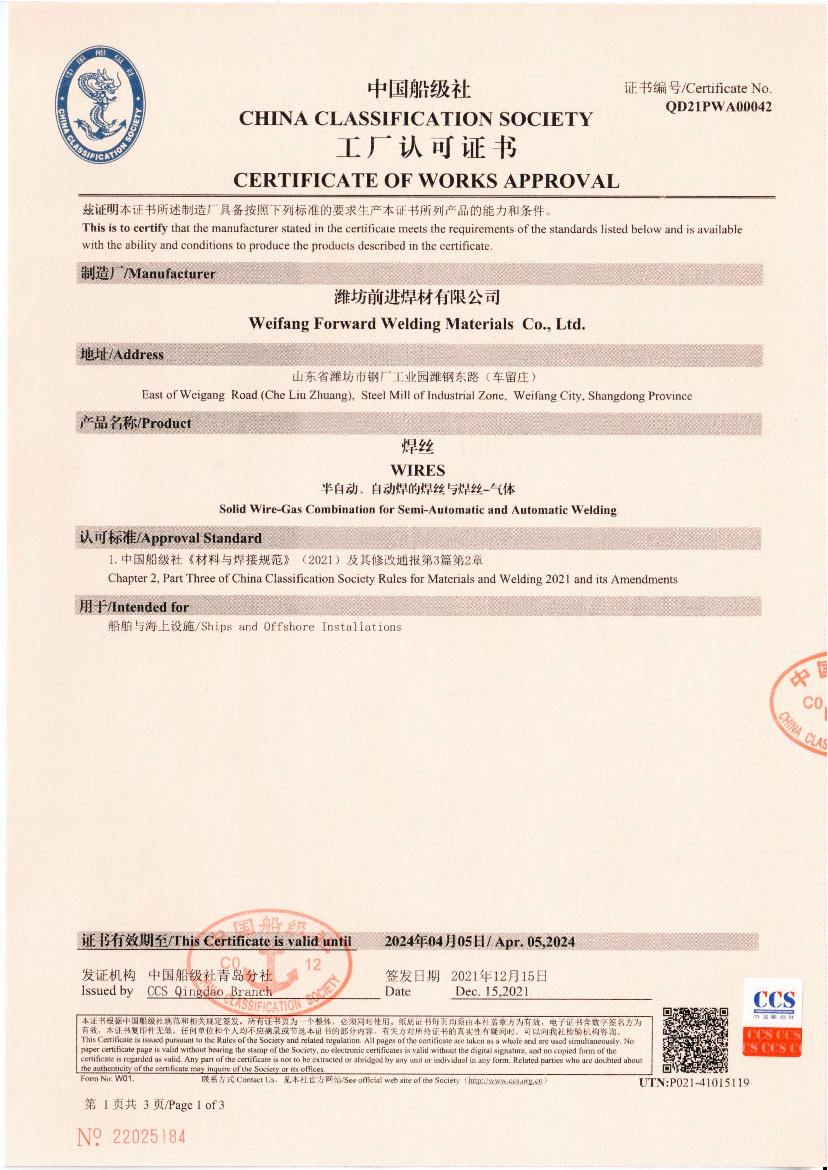
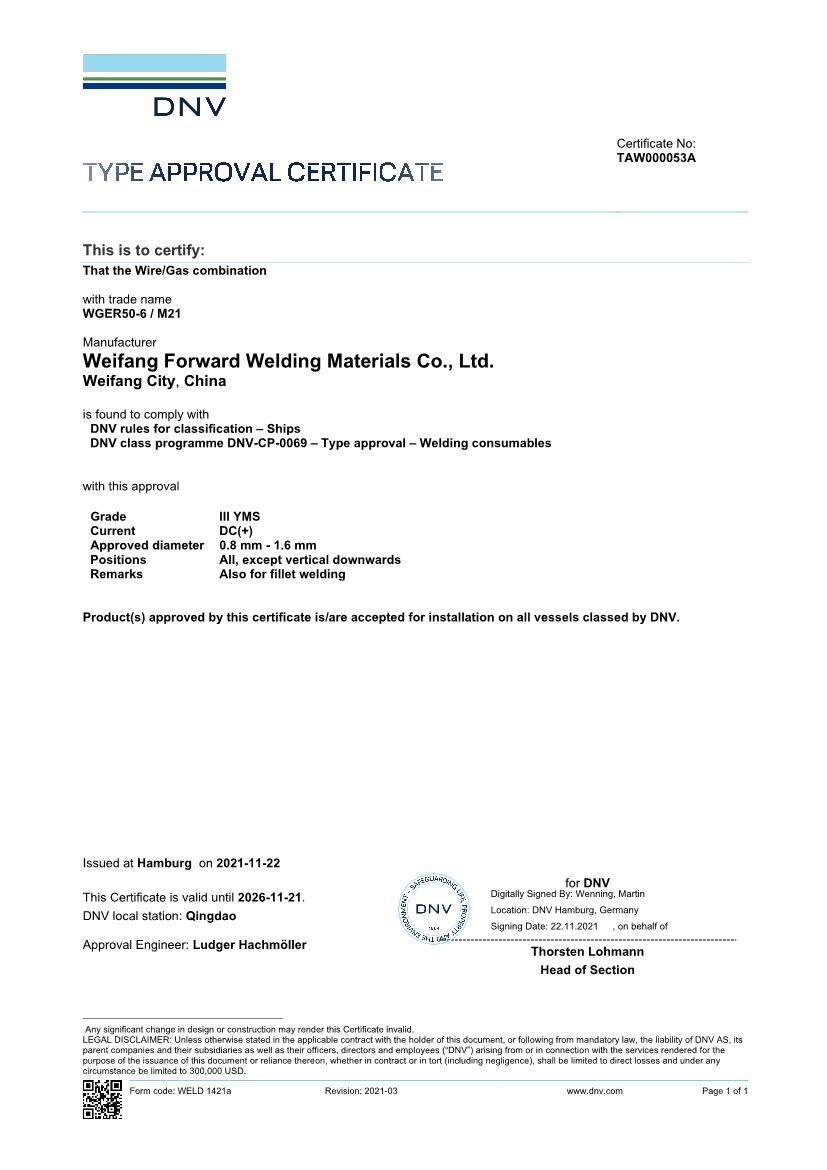
CERTIFICATE
APPLICATION
![Shipping-industry]() Shipping-industry
Shipping-industry![Railway-industry]() Railway-industry
Railway-industry![Industrial-machinery]() Industrial-machinery
Industrial-machinery![high-rise-buildings]() high-rise-buildings
high-rise-buildings![Bridge-industry]() Bridge-industry
Bridge-industry![application]() application
application





FACTORY SHOW






INQUIRY
To learn more about this product, you can submit your requirements here
RELATED PRODUCTS